

公司热线: 13332696319
回流焊治具工厂、回流焊治具、钺海电子
东莞市钺海电子科技有限公司
- 经营模式:生产加工
- 地址:东莞市常平镇横江厦村工业三路顺时工业园B栋3F
- 主营:电子元器件,集成电路,电子产品,电子模具
- 产品详情
- 联系方式
回流焊治具工厂、回流焊治具、钺海电子 :
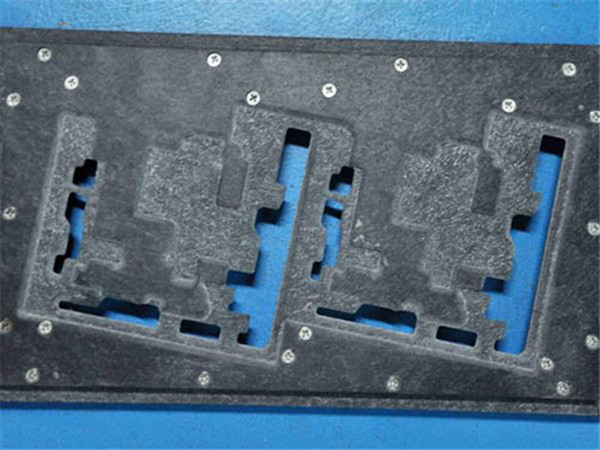
FPC磁性治具,SMT铝合金贴片载具,波峰焊治具成本工艺需要:线路板在组装制程中需要工艺夹持边,有些器件因结构需要伸出板外,需要更宽的PCB工艺边,而目前双面多层板PCB板材寸土寸金,省工艺边托盘的采用可以减少甚至完全去除辅助工艺边,以达到节省材料成本的作用。此外,无铅焊接要求焊接温度更高。线路板在焊接过程中更容易弯曲,回流焊治具,托盘能在焊接过程中对线路板提供大的保护并防止弯板。

焊机的制作过程
1、焊治具焊接技术要求的工艺比较复杂,线路板在波峰槽前要先经过一个预热区,在焊接的时就需要一定的恒温,过程自然就比较复杂。
2、这种焊接方式比较多,每种不同的方式都有不同的特性,工艺自然就比较复杂。波峰焊可依据温度的不同分为多类。因而,能够看出温度对波峰焊的影响很大。
若温度偏低,波峰焊接的活动性会变差,同时外部张力变大,这样易形成焊接缺陷,失去波峰焊接所应具有的优越性。若温度偏高,有可能形成元件损伤,加速焊料氧化。
所以,要控制好温度的范围,回流焊治具工厂,保证温度对波峰焊的影响度。

焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防止发生再氧化的作用。
焊接过程是焊接金属表面、熔融焊料和空气等之间相互作用的复杂过程,必须控制好焊接温度和时间,如焊接温度偏低。液体焊料的黏度大,不能很好地在金属表面润湿和扩散,容易产生拉尖和桥连、焊点表面粗糙等缺陷;如焊接温度过高,容易损坏元器件,还会产生焊点氧化速度加快、焊点发乌、焊点不饱满等问题。
有条件时可测实时温度曲线,预热时间由传送带速度来控制。如预热温度偏低或和预热时间过短,焊剂中的溶剂挥发不充分,焊接时产生气体引起气孔、锡球等焊接缺陷;如预热温度偏高或预热时间过长,焊剂被提前分解,使焊剂失去活性,回流焊治具,同样会引起毛刺、桥接等焊接缺陷。因此要恰当控制预热温度和时间,回流焊治具厂家,预热温度是在波峰焊前涂覆在PCB底面的焊剂带有粘性。
根据印制板的大小、厚度、印制板上搭载元器件的大小和多少来确定波峰焊温度,波峰温度一般为250±5℃。由于热量是温度和时间的函数,在一定温度下焊点和元件受热的热量随时间的增加而增加,波峰焊的焊接时间通过调整传送带的速度来控制,传送带的速度要根据不同型号波峰焊机的长度、波峰的宽度来调整,以每个焊点接触波峰的时间来表示焊接时间,一般焊接时间为3-4s。

钺海电子|回流焊治具由东莞市钺海电子科技有限公司提供。东莞市钺海电子科技有限公司(www.yuehai-tech.com)拥有很好的服务和产品,不断地受到新老用户及业内人士的肯定和信任。我们公司是全网商盟认证会员,点击页面的商盟客服图标,可以直接与我们客服人员对话,愿我们今后的合作愉快!
